


Steel structures
Apart from a wide offer of machinery and equipment for horizontal transport, KGHM ZANAM also manufactures steel structures for vertical transport. The company’s products are successfully used in hoist shafts and material and personnel transport shafts. In addition, KGHM ZANAM offers comprehensive corrosion protection for its steel structures.
Apart from a wide offer of machinery and equipment for horizontal transport, KGHM ZANAM also manufactures steel structures for vertical transport. The company’s products are successfully used in hoist shafts and material and personnel transport shafts. In addition, KGHM ZANAM offers comprehensive corrosion protection for its steel structures.
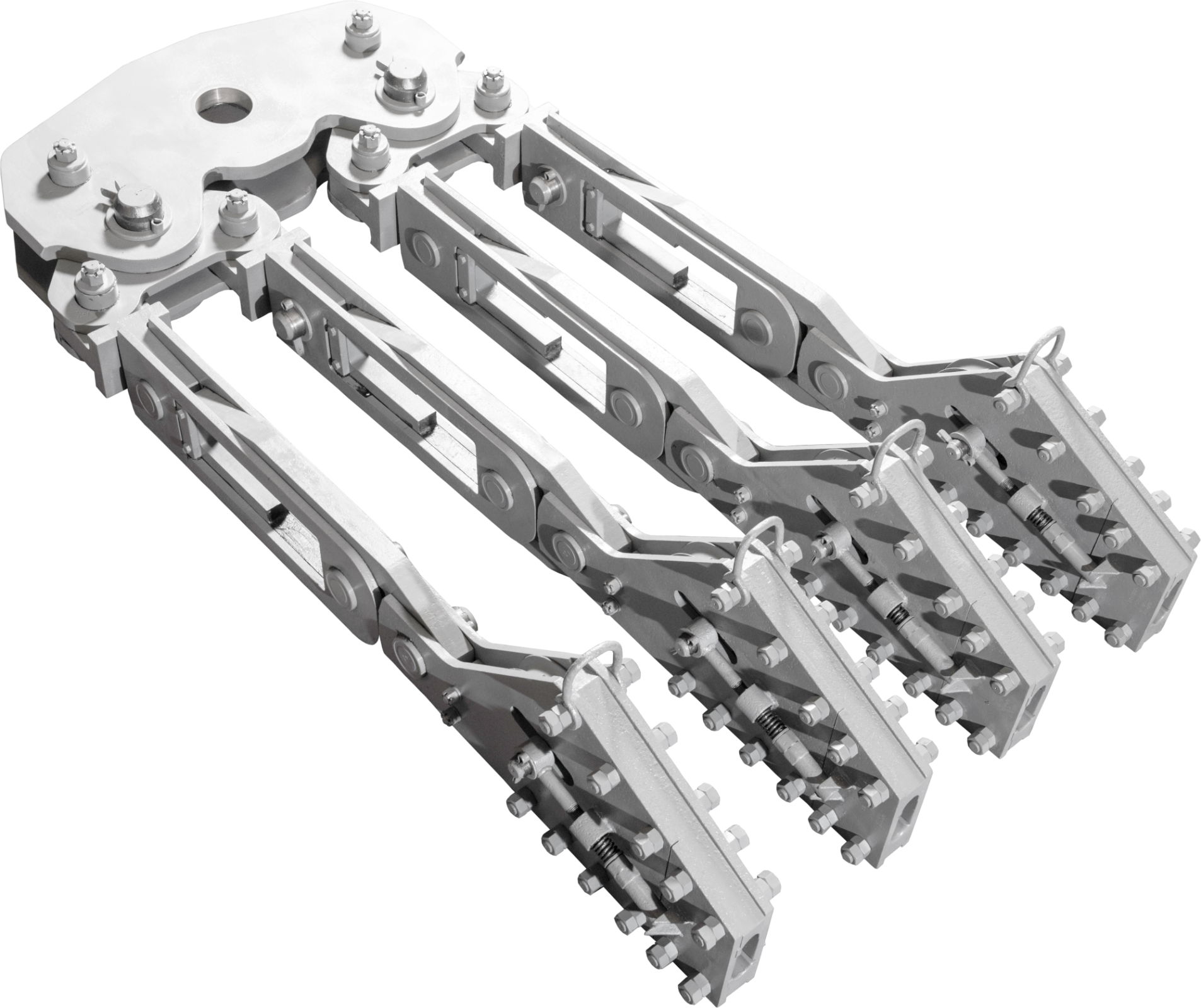
KGHM ZANAM S.A. has been a recognised manufacturer of large-size welded steel structures for many years. Steel structures manufactured by us include hoisting equipment (skips), cages, and shaft hangers. KGHM ZANAM is also capable of manufacturing other steel structures based on provided technical documentation. The experience of our team, our technological potential as well as approvals and certificates held by us ensure high quality of manufactured structures. Our products are covered by servicing agreements.
Manufacture of steel structures – technology
The range of technological operations carried out by us can be divided into following phases:
-
pre-treatments,
-
folding and bonding,
-
machining,
-
heat treatment,
-
machine and equipment assembly,
-
corrosion protection.
1. Pre-treatment
1.1. Cleaning
Cleaning of 2,500 × 6,000 mm and 2,500 × 12,000 mm sheets on pass-through casting cleaning plants (cleaners). Cleaning of 1,400 mm × 5,000 mm structures in a shot blast cleaner.
Surface cleanliness of metal sheets obtained following shot blasting is compliant with PN-ISO 8501-1: Sa21.
1.2. Cutting
Manufacturing of our structures involves cutting of bars, pipes, sections and closed profiles on automatic belt cutting-off machines. The maximum diameter of the cut at right angle is Ø440 mm and the maximum dimension of the cut profile is 640 × 440 mm.
Cutting profile shapes and sheet metal with a thickness of up to 13 mm on guillotine shears.
Gas cutting of carbon steel sheets with a thickness of up to 200 mm and dimensions of 4,000 × 12,000 mm on CNC thermal cutters. Plasma cutting of alloy steel and non-ferrous metal sheets with a thickness of up to 40 mm and dimensions of 3,000 mm × 9,000 mm on a CNC thermal cutter.
Semi-automatic gas cutting of metal sheets with a thickness of up to 100 mm, chamfering on straight sections of metal sheets.
1.3. Plastic forming
Bending on a cornice brake with a nominal pressure between 250 and 600 Mg.
Straightening of work pieces and sheet metal is done using eccentric and hydraulic presses with pressures between 25 and 160 Mg and between 25 and 250 Mg, respectively.
The company also offers roller circle bending for metal sheets with a thickness of up to 30 mm and width of up to 3,000 mm.
2. Welding of steel structures
2.1. Welding methods
Utilised arc welding methods:
-
manual metal arc welding (MMA),
-
semi-automatic metal inert gas/metal active gas welding (MIG/MAG),
-
tungsten inert gas welding (TIG),
-
submerged arc welding,
The following materials can be welded:
-
carbon steels,
-
low-alloy steels with increased strength and wear resistance,
-
high-alloy, stainless and acid-resistant steels.
Welding stress relieving by:
-
heat treatment of structures,
-
vibration annealing
Welded structures are manufactured in accordance with the following certificates and standards:
-
Certificate of Qualification of Group I Large Plants, as per PN-M-69009 (confirming class 1, 2 and 3 for manufacture of structures, as per PN-M-69008),
-
Certificate as per DIN EN IS0 3834-2 (confirming the welding quality system in full scope),
-
Certificate as per EN 1090-2 (confirming manufacture of steel civil engineering structures up to class EXC3),
-
Certificate as per EN 1090-1 (confirming the approval of the FPC: FACTORY PRODUCTION CONTROL),
-
Certificate as per EN 15085-2 (confirming that the company holds CL 2 classification for welding vehicle and railway vehicle parts).
2.2. Weld monitoring, test methods
Non-destructive tests:
-
visual (VT),
-
penetration (PT),
-
magnetic-powder (MT),
-
ultrasonic (UT),
Destructive tests of sample or inspection welds (mechanical property tests):
-
static weld tension,
-
weld bending,
-
weld impact strength,
-
weld breaking,
-
hardness,
Checking of:
-
steel chemical composition,
-
steel weldability.
We have at our disposal modern welding equipment used in manufacturing of steel structures, e.g:
-
“FRONIUS” TPS 4000 and TPS 5000 semi-automatic welding machines
-
“ESAB” column-and-boom manipulator for submerged arc welding with longitudinal and circumferential welds on tanks and pipes
-
automated welding positioners SEVERT S10, with a capacity of 2,5 t and 7,5 t,
-
robotised welding station OTC.
2.3. Heat treatment
-
Martensitic hardening (ordinary),
-
surface hardening,
-
carburising,
-
normalising,
-
stress relief annealing.
3. Machining of structures
Machining is carried out on vertical, horizontal and gantry milling machines, vertical and horizontal lathes, conventional and CNC, and other machines.
Machining on CNC vertical milling machines, with a table measuring 700 × 1800 mm. Spindle with continuous power of over 700 Nm and a cone (taper) diameter of 50 mm.
Machining on conventional horizontal milling machines (drilling and milling machines) with a rotary table and a spindle diameter of up to 160 mm, equipped with electronic position reading. The maximum boring diameter is Ø1,000 mm and the maximum workpiece size is 2,800 × 5,500 mm.
Processing on CNC horizontal milling machines with a rotary table measuring 2,000 × 3,000 mm and spindle diameter of Ø130 mm, with 50 mm cone, allowing for the processing of structures with dimensions of 3,000 × 5,000 mm.
Machining on CNC gantry milling machines, with a table measuring 2,000 × 5,000 mm and a spindle-table clearance of 2,050 mm.
Machining on plate drill and milling machines (two plate drill and milling machines with spindles directed towards each other) with spindle diameters of Ø 115 and with electronic position readings, and on CNC models with spindle diameters of Ø 130. The maximum boring diameter is Ø1,000 mm.
Machining on CNC horizontal lathes with a maximum turning diameter over the bed of Ø1,800 mm, over the carriage of Ø1,500 mm and allowing for the machining of workpieces up to 6,000 mm in length. Machines equipped with driven tools, allowing for complete machining with a minimum number of fixtures.
Machining on conventional vertical (carousel) lathes with electronic position readings, maximum turning diameter of Ø4,300 and maximum turning height of 2,500 mm.
Machining on CNC vertical (carousel) lathes, with maximum turning diameter of Ø1,000 and maximum turning height 765 mm.
4. Corrosion protection
4.1. Painting
Painting of machines, welded structures and work pieces in chamber dryers with dimensions of 6 × 16 × 5 m and 5 × 6 × 5 m. Hydrodynamic and pneumatic coating with one-component and two-component paints. Utilised paint sets are either three-coat paints (primer, intermediate coat and topcoat) or customer-defined. Total thickness of paint coating on steel structures is 140-160 µm.
4.2. ZINGA galvanising
This solution is used to provide an independent protective coating for various types of steel structures, e.g. bridge structures, road safety barriers, containers or skips, mast towers, silos, heavy equipment chassis, construction machinery, freight wagons, culverts and many others.
![]()


![]()
![]()
![]()