


KONSTRUKCJE STALOWE
Konstrukcje stalowe KGHM ZANAM – precyzja w wielkiej skali
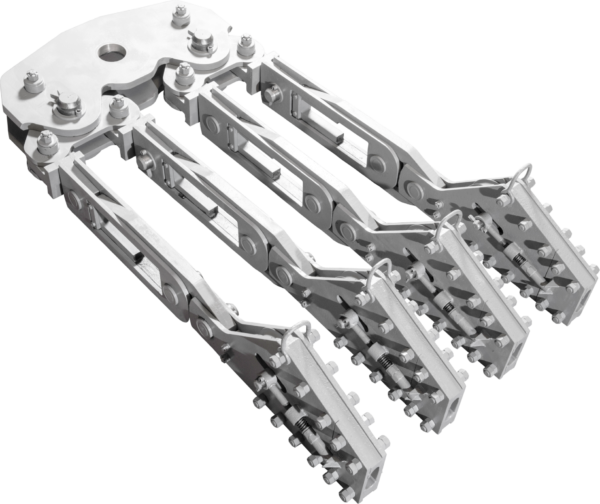
KGHM ZANAM S.A. to uznany, wieloletni producent wielkogabarytowych spawanych konstrukcji stalowych dla przemysłu górniczego, hutniczego, energetycznego i kolejowego. Realizujemy projekty o najwyższym stopniu złożoności inżynieryjnej – od pojedynczych elementów nośnych po kompletne układy technologiczne, w tym naczynia wyciągowe (skipy), klatki wyciągowe, wieże szybowe, zbrojenia szybów i estakady.
Konstrukcje stalowe w najwyższej klasie wykonania
Produkujemy konstrukcje stalowe w klasie wykonania EXC3 zgodnie z normą EN 1090-2, ze stali, w tym o wysokiej granicy plastyczności (S690QL), stali trudnościeralnych typu Hardox oraz stali kwasoodpornych. Realizujemy gabaryty XXL – wielotonowe ramy, wieże szybowe i zbiorniki – z precyzyjną obróbką mechaniczną po spawaniu (frezowanie i toczenie CNC, tolerancje rzędu setnych części milimetra).
Certyfikaty i normy jakości
Nasze konstrukcje stalowe wytwarzane są w pełnym systemie certyfikowanego spawalnictwa:
-
EN ISO 3834-2 – pełny system jakości w spawalnictwie
-
EN 1090-2 – klasa wykonania EXC3
-
EN 15085-2 – poziom CL2 (spawanie pojazdów szynowych)
-
PN-M-69008 – klasy 1, 2 i 3
Dysponujemy własnym laboratorium badań nieniszczących (NDT): wizualnych (VT), magnetyczno-proszkowych (MT), ultradźwiękowych (UT) i penetracyjnych (PT).
Kompleksowy proces – od cięcia po zabezpieczenie antykorozyjne
Realizujemy wszystkie fazy produkcji konstrukcji stalowych we własnym zakresie: obróbkę wstępną (cięcie gazowe do 200 mm, plazmowe do 40 mm, gięcie, śrutowanie), spawanie (procesy: MMA, MAG, TIG, łuk kryty, zrobotyzowane MAG), obróbkę cieplną (hartowanie, ulepszanie cieplne, wyżarzanie odprężające w wielkoformatowych piecach), obróbkę mechaniczną (frezarki bramowe CNC, tokarki karuzelowe Ø4300 mm) oraz zabezpieczenie antykorozyjne w klasach C4 i C5 (malowanie w kabino-suszarkach, cynkowanie metodą ZINGA).
Doświadczenie, którego nie da się zastąpić
Przez ponad 60 lat realizowaliśmy projekty dla KGHM Polska Miedź S.A., przemysłu hutniczego (budowa HM Głogów II), energetycznego (gondole turbin wiatrowych) i stoczniowego. Oferujemy montaż próbny („na sucho”) kompletnych linii przed wysyłką oraz kompleksową obsługę serwisową wyrobów. Jako część Grupy Kapitałowej KGHM gwarantujemy stabilność finansową i długoterminowe wsparcie techniczne.
Szukasz niezawodnego producenta konstrukcji stalowych na zamówienie? Zapytaj o ofertę – realizujemy projekty, których inni się nie podejmują.
![]()


![]()
![]()
![]()